
A kemény acél marását a precíziós megmunkálás egyik legnagyobb kihívásának tekintik. A „Nagyolj puhán, simíts keményen” mottó ismerősen csenghet mindenki számára az iparágban. Ebben a cikkben áttekintést adunk arról, hogy melyek a mögöttes okok, és milyen bevált gyártási gyakorlatokat alkalmaznak ennek a kihívásnak a leküzdésére.
Kemény acél marás általában
Ha általánosságban nézzük a keményfémek megmunkálását, akkor megfigyelhetjük, hogy a gyártási lépések sorrendje alkatrészenként változhat. Általában a technológus határozza meg, hogy egy adott alkatrészt hogyan lehet megmunkálni. Egyes esetekben a bevezetőnk mottójával ellentétben a marás követheti a hőkezelést, vagyis edzett acélon történik a marás.
Az edzett acél marásának megvannak a maga kihívásai, de vannak olyan kulcsfontosságú előnyei is, melyek megérik az extra erőfeszítést:
- nincs szükség másodlagos műveletekre,
- kiküszöbölhető a hőkezelés miatti deformáció,
- az alkatrészek pontosabbak,
- elkerülhetők a költséges befejező műveletek.
A következőkben az 5 legjobb tippet sorolunk fel a kemény acél marásához.
Miért jelent olyan kihívást az edzett anyagok marása?
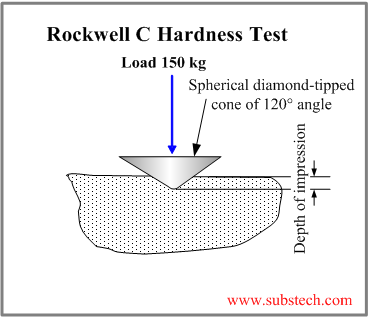
Az edzett acél keménységének mérésére a Rockwell C skálát használjuk, míg a Rockwell B skálát a lágyabb acélhoz jobb. Egy tipikusan edzett acél keménysége 48 és 65 HRC között van. Az edzhetőség fokozására olyan adalékanyagokat használnak, mint a króm, bór és vanádium.
Az edzett acél nagyobb visszarugózással rendelkezik, ami nagyobb forgácsolóerők kifejtéséhez vezet a megmunkálás során. A folyamat során a szerszámok elhajlása és vibrációja veszélyeztetheti a pontosságot.
A nagyobb forgácsolóerők negatív dőlésszögekhez is vezetnek, így a vágóél gyorsabban tompul. A tompa vágóél több hőt termel a megnövekedett súrlódás miatt.
Sőt, a lassabb előtolás is hozzájárulhat a hő növekedéséhez.
Összességében ez a többlet terhelés miatt a szerszámokat gyakran kell cserélni.
Öt tipp a kemény acél anyagok marásához
1. Körültekintő szerszám-választás
A forgácsolószerszám hőingadozásának csökkentése érdekében a megmunkálás általában szárazon történik, ezért szívós, tartós szerszámokra van szükség. Emiatt néhány bevonatos keményfém szármarót használnak, ahol egy speciális bevonat felelős a hőállóságért. A szerszámok bevonatainak magas oxidációs ellenállással, nagy felületi keménységgel és alacsony súrlódással kell rendelkezniük.
Tipp:
Ajánlott a lehető legrövidebb szárú és legnagyobb átmérőjű marófejet választani. kisebb.
2. Válasszuk a megfelelő szerszámbefogót
Az állítócsavarokkal ellátott szerszámtartók túlságosan kiegyensúlyozatlanok ehhez a felhasználási esethez, és a 10 000 ford./perc felett a patronons befogókat is kerülni kell.
A legjobb megoldás a 10 000 és 20 000 ford./perc közötti hidraulikus tokmányos szerszámbefogók kiválasztása.
3. Forgácsolás szárazon
- A szárazon történő forgácsolás hűtőfolyadék nélküli megmunkálást jelent
- edzett anyagokkal való munkavégzés esetén a legjobb a szárazon történő forgácsolás, mert a hűtőfolyadékok mikrotöréseket okozhatnak a szerszám bevonatán, ami csökkenti annak tartósságát.
- a száraz megmunkálás jelentősen meghosszabbítja a szerszám élettartamát
- Az edzett anyagok marására szolgáló szerszámok általában speciális bevonattal rendelkeznek, amint azt korábban láttuk, amely megvédi őket a hőtől
4. A maró útja
- ha keményfém marásról van szó, a kiszámítható és következetes szerszámpályák elengedhetetlenek
- speciális szoftvermegoldások vannak a keménymaráshoz szükséges szerszámpálya generálására
- a maró anyagba történő belépési szögének pontos szabályozása is fontos a szerszám hosszú távú védelme érdekében
5. A hűtés megoldása
- mivel a kemény acélok marásakor termelődő hő sokkal több, mint a hagyományos marásnál, ezért a hagyományos, emulzióval történő elárasztásos stratégia helyett mást kell választanunk
- az elárasztásos hűtés hőingadozásokat okoz a vágóélben – ezeket általában hősokkoknak nevezik –, ez gyakran a vágóél kopásához és letöréséhez vezet.
- Ezért intenzív levegő- vagy ködszerű hűtőfolyadék használunk