
Milling hard metal is considered one of the major challenges in precision machining. The motto ‘Rough soft, finish hard’ may sound familiar to all in the industry. In this article, we’re providing an overview on what the underlying reasons are and what manufacturing best practices are used to overcome this challenge.
Milling hard metal in general
When we look at machining hard metals in general, we can observe that the order of manufacturing steps may vary from part to part. It is usually the production engineer that determines how a given part can be machined. In some cases, contrary to the motto in our introduction, milling may follow heat-treatment, meaning that milling is performed on hardened steel.
Milling hardened steel has its challenges, but it has certain key advantages that make the extra effort well worth:
- no need for secondary operations,
- deformation due to heat-treatment can be avoided,
- parts have higher accuracy,
- costly finishing operations can be avoided.
In the following, we’re going to give you our top 5 tips on how to perform milling on hard metal.
Why is milling hardened materials so challenging?
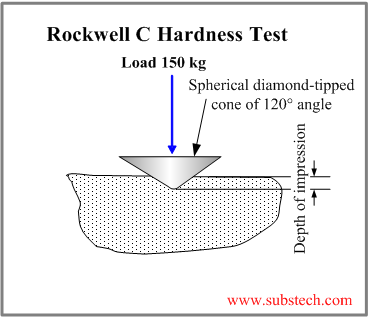
To measure hardness of hardened steel, Rockwell C scale is used, while Rockwell B scale is better for softer steel. Hardness of typical hardened steel ranges between 48 and 65 HRC. Additive elements such as chromium, boron and vanadium are used to increase hardenability.
Hardened steel has higher springback which leads to having to exert higher cutting forces during machining. During the process, deflection and vibration of tools may compromise accuracy.
Higher cutting forces also lead to negative rake angles, dulling the cutting edge at an increased rate. Dull cutting edge generates more heat due to increased friction.
What’s more, slower feed rates may also contribute to increased heat.
All in all, this extra load causes tools having to be replaced quite often.
Top 5 tips for milling hard metal
1. Select your tools carefully
To reduce thermal fluctuations on the cutting tool, machining is usually done dry, so you need tough, durable tools. For this reason, some coated carbide endmills are used where a special coating is responsible for heat resistance. Coatings of tools should also have high oxidation resistance, high surface hardness and low friction.
Expert tip:
It is advised to choose the largest possible diameter endmill and shortest overhang.
2. Choose the right tool holder
Toolholders with set screws are too unbalanced for this use case and collet toolholders past 10,000 rpm should also be avoided.
Your best option is to select toolholders with hydraulic chucks between 10,000 and 20,000 rpm.
3. Machine dry
- Cutting dry means cutting without coolant
- when working with hardened materials, it is best to machine dry because coolants may cause microfractures in the coating, making it less durable
- dry machining will significantly extend the lifespan of the tool
- tools for milling hardened materials usually have special coatings as seen previously that will protect them from heat
4. Milling Paths
- when it comes to milling hard metal, predictable and consistent toolpaths are a must
- there are specific software solutions for toolpath generation for hard milling
- precize controlling the engagement angle of the cutter to protect the tool in the long run
5. Coolant strategy
- since heat generated hard milling is a lot higher than in case of traditional milling, it requires a different coolant strategy to flood cooling
- since flood cooling causes heat fluctuations in the cutting edge – commonly referred to as thermal shocks -, it often leads to wear and chipping of the cutting edge
- Therefore, air coolact or mist coolant are used